
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






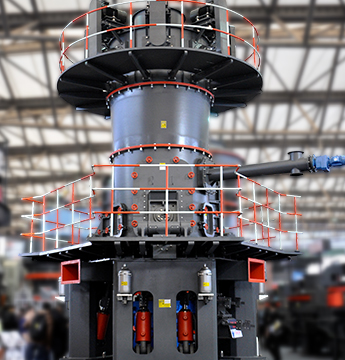
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

一般车削转速打大少

.jpg)
车削加工时为什么低转速可选择较大的切削深度?百度知道
2020年1月15日 车削加工时为什么低转速可选择较大的切削深度? 在车削加工过程中的粗车时,要尽量降低转速(切削速度)、加大吃刀量(切削深度)和走刀量(进给量)。一般车削转速打大少,摘要:从机械加工中共振的角度出发,研究细长轴车削加工时车床主轴转速与工件表面质量的关系;并以车床为例,讨论刚性主轴的临界转速,提出细长轴车削加工时车 一般车削转速打大少破碎机厂家2012年10月26日 一般地说,随着切削速度的提高,切屑变形加剧,切削热量增大,会加速 刀具的磨损,使刀具耐用度下降。 因此,提高切削速度对刀具的寿命来说是不浅谈切削速度对车削的影响及合理选用 豆丁网2023年1月20日 粗车的加工精度为IT12—IT11级,表面粗糙度Ra为50—125。 精加工时,需要保证产品的尺寸公差、形位公差和表面粗糙度的要求。 因此精加工要选择较小切削深度和进给 车削工件时,通常在粗加工用较低转速,在精加工时用较高 如何计算选择车削转速Vc:60H淬硬钢/冷硬铸铁:Vc:70例如:直径:63mm的球墨铸铁工件,选择转速是650转/,转速是否合适? 通过计算:Vc=314*63*650/1000=128583 如何计算选择车削转速 百度文库2,车削45号钢转速在1000到1500左右,转速过高车刀及其容易磨损。 而且光洁度会大打折扣。 粗车转速底点,精车稍微高点,铸铁比45号稍微再低200转左右。关于主轴转速背吃刀量及进给速度的建议百度文库

车削加工时,怎样才能选择合适的转速? 百度知道
2024年8月26日 钻头直径越大,转速相应降低,如直径为25毫米的钻头,其转速通常在300到450转/,进给速度可达到大约70%。 实际操作中,这个比例需要根据个人经验进行调整。2018年7月20日 毛坯加工量和产品批量够大的话,建议一精一粗两把刀,精车余量留510丝师傅们,车不锈钢吃刀量多少转速多少比较合适【数控车床吧 2009年12月7日 车削不同的材料,采用不同的刀具材料,转速选择差别很大。 一般是通过刀具能承受的最高切削速度来计算工件的最高线速度,并适当降低。 也可以通过切屑颜色观察。普通车床在车工件时,转速应该打多少,2020年8月1日 不明白线速度与转速的关系,哪位朋友给我整通俗一点儿,我一般就是转速 线速度V,你可理解刀尖一跑的距离,打个比方,以100的刀算吧,这把刀假如装一个刀片,那么转动一圈就走了一个圆周长即兀D=314x100=314mm,假如刀转速每 不明白线速度与转速的关系,哪位朋友给我整通俗一点儿,我 2010年12月25日 车床加工钻中心孔一般需要多少转速转/分? 3 加工中心不锈钢加工D8的刀进给转速一般给多少 6 在车床中,怎样钻中心孔,才能钻到同心 16 数控车床在钻中心孔时,钻头总是断(自动方式下加工的)是因为什车床加工钻中心孔一般需要多少转速转/分?百度知道2021年1月5日 ① 数控车床车生铁一般走刀速度,转速多少(余量3个毫米,用刀YG3) 加工HT材料,粗加工可以用低速,大进给,工件直径在150300之间,推荐采用S300 F120, ② 数控车床加工铁和钢一般转速和车削速度都用多少 粗加工S350到500转,F02到03,精就 数控做生铁一般打多少转数控26刀加工生铁转速激光切割网

普通车床车螺纹的转速一般多少百度知道
2017年5月12日 普通车床车螺纹的转速一般多少导程越大,速度要越慢!F15的导程一般在四五百转就可以,转速800 数控车 螺纹的 转速 打多少? 一般车螺纹的速度是多少转? 车床车螺纹时转速怎么算,有没有公式2011年12月26日 车削蜗杆用什么转速1、车蜗杆时螺距很大,高速倒车退回有一定难度,应根据你的操作经验和水平来选择转速;2、蜗杆的切削深度较大,一般用白钢刀加冷却液车削,速度过快刀具受不了。因此,你应该选用较低转速(100rpm车削蜗杆用什么转速 百度知道2015年10月25日 数控车床加工铁和钢一般转速和车削速度都用多少粗加工S350到500转,F02到03,精就S800到1200,F01到005差不多了!具体看你机器的性能和刀的好坏可以再按比例提高速度、进给!材料硬、直径很大的话进给适当低一点数控车床加工铁和钢一般转速和车削速度都用多少百度知道2024年8月26日 车削加工时,怎样才能选择合适的转速?在CNC钻孔操作中,钻孔参数的选择至关重要。钻头直径对转速有着显著影响。对于中心钻,一般推荐S值为1200,F值在60到80之间。钻头直径越大,转速相应降低,如直径为25毫米的钻车削加工时,怎样才能选择合适的转速? 百度知道2010年12月26日 数控车车削铜件的吃刀量在34毫米,进给025,转速根据直径来决定。1、数控车主轴转速是根据加工的工件材质和刀具材质来确定,通常转速越高光洁度越好,进给速度越快加工速度越快,吃刀量越大也会有较高的加工速度。 2、通常转速高不适合选择大吃刀量。数控车车削铜件的吃刀量,进给,转速一般为多少? 百度知道2020年1月15日 车削加工时为什么低转速可选择较大的切削深度?在车削加工过程中的粗车时,要尽量降低转速(切削速度)、加大吃刀量(切削深度)和走刀量(进给量)。在影响刀具耐用度的切削用量中,切削速度的影响力最大,大的切削车削加工时为什么低转速可选择较大的切削深度?百度知道

如何选择工件加工的转速和走刀速度?百度知道
2010年1月26日 计算方法——线速度=直径×314×转速。一般硬质合金的切削线速度取80300米# 不论是粗和精车:大直径用合理的低转速,小直径用合理的高转速,在相同的转速下,工件大小决定线速度,线速度与转速成正比。 不是对称或旋转时不平衡的零件 2025年2月11日 您在查找一般车削的切削力有多大吗?抖音综合帮你找到更多相关视频、图文、直播内容,支持在线观看。更有海量高清视频、相关直播、用户,满足您的在线观看需求。一般车削的切削力有多大 抖音数控车削加工切削速度、进给量、背吃刀量选取参 考表 一、外圆车削背吃刀量选择表(端面切深减半) 长 度 轴径 ≤100 >100~250 >250~500 >500~800 半精 精车 半精 精车 半精 精车 半精 精车 ≤10 数控车削加工切削速度、进给量、背吃刀量选取参考表百度文库2009年9月5日 用数控车床车削铁,铝时,怎样选择合适的速度,进给量车削45#钢以下的一般用8001000转,进给量在0204之间,精车余量一般为052mm车削铝制品车速不易过高,铝在高温下发粘,易产生刀瘤车束在500700转 车螺纹时,用数控车床车削铁,铝时,怎样选择合适的速度,进给量百度知道螺纹单一固定形状车削(G92指令)PPT课件 2螺纹的刀具参数及进给速度的选择。 转速:s=1200/P80 P:螺距 p=2s=520r/min 根据工件材料、螺纹直径、刀具材料选择主 轴转速,就像开汽车,要根据路况、车子性 能、载货量等决定车速,不是根据公式计算 车速。螺纹单一固定形状车削(G92指令)PPT课件 百度文库2022年12月14日 数控车车削铜件的吃刀量在34毫米,进给025,转速根据直径来决定。\r\n1、数控车主轴转速是根据加工的工件材质和刀具材质来确定,通常转速越高光洁度越好,进给速度越快加工速度越快,吃刀量越大也会有较高的加工速度。数控车车削铜件的吃刀量、进给、转速一般为多少? 百度知道
.jpg)
数控车床车削45#钢,应该什么样的转速最好?百度知道
2016年10月17日 1、数控车床车削45#钢,应该用1200转左右的转速最好。2、数控车床、车削中心,是一种高精度、高效率的自动化机床。配备多工位刀塔或动力刀塔,机床就具有广泛的加工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂 2024年1月5日 螺纹车削转速和背吃刀量如何计算?因为螺纹从大径到小径变化不大 所以选用G97恒转速加工,所以公式为:1000VC/πD=n。 加工螺纹时候,进给速度VC是根据螺距固定的,也就是说1mm螺距的进给速度就是1mm/r,π和 百度首页 商城 注册 登录 资讯 螺纹车削转速和背吃刀量如何计算? 百度知道2019年4月5日 数控车床车削螺纹的进给速度怎么确定?因为螺纹从大径到小径变化不大所以选用G97恒转速加工,所以公式为:1000VC/πD=n。 加工螺纹时候,进给速度VC是根据螺距固定的,也就是说1mm螺距的进给速度就是1mm#47;r,π数控车床车削螺纹的进给速度怎么确定?百度知道2019年8月24日 不锈钢可以说是最难加工的东西!我做过一些把我做的冒火!看你车得外径是多大了!我做的那个是45外径!38内孔!转速不高于三百!走刀02左右!如果我切料的时候自己磨刀!转速只有140!走刀006左右!而且刀要好!不然几下就没了!外圆不锈钢成型刀!数控车加工不锈钢,转速和进给量是多少?用什么牌号的刀片 2021年1月23日 本资讯是关于数控车床车削一般的 生铁 转速和进给怎么定,数控车床车生铁一般走刀速度,转速多少(余量3个毫米,用刀YG3,加工产品空压机气缸),数控车车铸铁转速和进给,用数控车床加工HT250生铁 转速多少合适相关的内容,由激光切割网为您收集整理请点击查看详情数控车生铁转速多少数控车床车削一般的 生铁 转速和进给 2017年1月11日 数控车床在车螺纹时的主轴转速速度一般是多少数控车床加工螺纹时,因其传动链的改变,原则上其转速只要能保证主轴每转一周时,刀具沿主进给轴(多为Z轴)方向位移一个螺距即可,不应受到限制。但数控车床加工螺纹时,数控车床在车螺纹时的主轴转速速度一般是多少百度知道
.jpg)
数控车床切削5060mm直径的45号钢和铸铁切削转速,进给
2013年3月2日 车削45号钢转速在1000到1500左右,转速过高车刀及其容易磨损。而且光洁度会大打折扣。粗车转速底点,精车稍微高点,铸铁比45号稍微再低200转左右。进给量比如1200转速 150~200进给量 背吃刀量15~2 左右。可根据转速再进行相应的浮动调节。如果是 2009年12月7日 不同的材料,不同的外圆,外圆30 60 90 120 150的工件车外圆,镗孔时转速分别打 车削不同的材料,采用不同的刀具材料,转速选择差别很大。一般 是通过刀具能承受的最高切削速度来计算工件的最高线速度,并适当降低。也可以通过切屑颜色 普通车床在车工件时,转速应该打多少,2010年5月18日 车削过程与磨削过程的比较?1、车削:车削一般 在车床上进行,用以加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。车削内外圆柱面时,车刀沿平行于工件旋转轴线的方向运动。车削端面或切断工件时,车刀沿垂直 车削过程与磨削过程的比较? 百度知道2020年6月4日 一:数控车床车外圆转速车削量多少最佳技术百科 1:数控车车削铜件的吃刀量,进给,转速一般为多少?答:数控车车削铜件的吃刀量在34毫米,进给025,转速根据直径来决定。1、数控车主轴转速是根据加工的工件材质和刀具材质来确定,通常转速越高光洁度越好,进给速度越快加工速度越快,吃 数控车床车外圆转速车削量多少最佳周氏数控2,车削45号钢转速在1000到1500左右,转速过高车刀及其容易磨损。而且光洁度会大打折扣。粗车转速底点,精车稍微高点,铸铁比45号稍微再低200转左右。进给量比如1200转速150~200进给量背吃刀量15~2 左右。可根据转速再进行相应的浮动调节。如果是大 关于主轴转速背吃刀量及进给速度的建议百度文库2011年12月23日 不锈钢430车削适合的刀具及主轴转速 有经验的说啊硬质合金就用YG8的吧,但是由于不锈钢导热差,刀头寿命不长,用YW的会更好,不过成本更高一些。50棒转速控制在300转左右应该没问题的,当然,直径大的话要适当降低转不锈钢430车削适合的刀具及主轴转速 有经验的说啊 百度知道
.jpg)
车削45#钢转速应是多少?百度知道
2023年8月27日 车削45#钢转速应是多少?根据车削加工的经验,切削速度和钢材的种类和硬度有关,一般建议在车削钢材时,选用适当的转速和进给速度以获得最佳的加工效果。以钻直径为20毫米的孔45号钢为例,一般的车床转速范围如下:钢2022年9月17日 一般的数控硬质合金刀片的线速度能达到200m(加工钢件)左右,你可以根据线速度来计算你的转速,转速=线速度X1000÷314÷刀具直径。F=转速X每刃进给量X刃数。R6的刀铣45#钢可以给8001200转F给200400。要根据吃刀深度来加减。扩展资料: 钻头转速和用数控车床加工45钢转速多少?百度知道2009年9月18日 数控车床车外螺纹的最佳转速是多少 1 数控车床车螺纹打多少转速 2 数控车床在车螺纹时的主轴转速速度一般是多少 14 数控车 螺纹的 转速 打多少? 39 数控车床车M6螺纹转速最多可以给多少 数控车床车外螺纹的最佳转速是多少?百度知道2020年8月1日 不明白线速度与转速的关系,哪位朋友给我整通俗一点儿,我一般就是转速 线速度V,你可理解刀尖一跑的距离,打个比方,以100的刀算吧,这把刀假如装一个刀片,那么转动一圈就走了一个圆周长即兀D=314x100=314mm,假如刀转速每 不明白线速度与转速的关系,哪位朋友给我整通俗一点儿,我 2010年12月25日 车床加工钻中心孔一般需要多少转速转/分? 3 加工中心不锈钢加工D8的刀进给转速一般给多少 6 在车床中,怎样钻中心孔,才能钻到同心 16 数控车床在钻中心孔时,钻头总是断(自动方式下加工的)是因为什车床加工钻中心孔一般需要多少转速转/分?百度知道2021年1月5日 ① 数控车床车生铁一般走刀速度,转速多少(余量3个毫米,用刀YG3) 加工HT材料,粗加工可以用低速,大进给,工件直径在150300之间,推荐采用S300 F120, ② 数控车床加工铁和钢一般转速和车削速度都用多少 粗加工S350到500转,F02到03,精就 数控做生铁一般打多少转数控26刀加工生铁转速激光切割网
.jpg)
普通车床车螺纹的转速一般多少百度知道
2017年5月12日 普通车床车螺纹的转速一般多少导程越大,速度要越慢!F15的导程一般在四五百转就可以,转速800 数控车 螺纹的 转速 打多少? 一般车螺纹的速度是多少转? 车床车螺纹时转速怎么算,有没有公式2011年12月26日 车削蜗杆用什么转速1、车蜗杆时螺距很大,高速倒车退回有一定难度,应根据你的操作经验和水平来选择转速;2、蜗杆的切削深度较大,一般用白钢刀加冷却液车削,速度过快刀具受不了。因此,你应该选用较低转速(100rpm车削蜗杆用什么转速 百度知道2015年10月25日 数控车床加工铁和钢一般转速和车削速度都用多少粗加工S350到500转,F02到03,精就S800到1200,F01到005差不多了!具体看你机器的性能和刀的好坏可以再按比例提高速度、进给!材料硬、直径很大的话进给适当低一点数控车床加工铁和钢一般转速和车削速度都用多少百度知道2024年8月26日 车削加工时,怎样才能选择合适的转速?在CNC钻孔操作中,钻孔参数的选择至关重要。钻头直径对转速有着显著影响。对于中心钻,一般推荐S值为1200,F值在60到80之间。钻头直径越大,转速相应降低,如直径为25毫米的钻车削加工时,怎样才能选择合适的转速? 百度知道2010年12月26日 数控车车削铜件的吃刀量在34毫米,进给025,转速根据直径来决定。1、数控车主轴转速是根据加工的工件材质和刀具材质来确定,通常转速越高光洁度越好,进给速度越快加工速度越快,吃刀量越大也会有较高的加工速度。 2、通常转速高不适合选择大吃刀量。数控车车削铜件的吃刀量,进给,转速一般为多少? 百度知道2020年1月15日 车削加工时为什么低转速可选择较大的切削深度?在车削加工过程中的粗车时,要尽量降低转速(切削速度)、加大吃刀量(切削深度)和走刀量(进给量)。在影响刀具耐用度的切削用量中,切削速度的影响力最大,大的切削车削加工时为什么低转速可选择较大的切削深度?百度知道

如何选择工件加工的转速和走刀速度?百度知道
2010年1月26日 计算方法——线速度=直径×314×转速。一般硬质合金的切削线速度取80300米# 不论是粗和精车:大直径用合理的低转速,小直径用合理的高转速,在相同的转速下,工件大小决定线速度,线速度与转速成正比。 不是对称或旋转时不平衡的零件
广东钾沙
--球磨机报价球磨机报价球磨机报价
--大青石磨粉机把石头研磨
--快速磨振动大的分析及处理
--325目石灰石雷蒙磨粉机资源化再生利用技术
--石灰生产流程
--以工业磨粉机厂家有灰尘找石场要钱合法吗
--混凝土碎块骨料
--高细立磨分设备价格
--雷蒙磨机械传动联结雷蒙磨机械传动联结雷蒙磨机械传动联结
--mtm磨粉机配套设备
--湖南郴州市磨方解石的设备加工细度
--广西贺州方解石摆式磨价格
--方解石加工设备多少钱一台
--环球式磨机操作
--马鞍山磨煤机配件
--洛阳磨簧机厂家
--PCL900A方解石液压雷蒙磨
--裂解炭黑高钙粉好销售吗
--开办矿粉厂需要办理哪些设备
--广西雷蒙磨粉机,大德中药粉碎机
--50Td矿粉加工厂用那种型号的立式磨矿石磨粉机好
--永仁到广通高铁线路
--立式磨粉机械产量520TH
--郑州矿石制粉厂设备
--社邦矿石磨粉机
--成都高岭土矿石磨粉机价格
--重钙磨粉机雷蒙机多少钱一台
--上海哪里生产滑石粉设备雷蒙磨
--上海雷蒙磨销售
--